
Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой и вантузом. Методов пайки металлов существует много, но прежде всего нужно знать, как паять паяльником, хотя в бытовых условиях осуществимы и могут понадобиться также другие ее способы. В помощь желающим освоить технологию ручных спаечных работ и предназначена эта статья.
Примечание: пайки пропилена и др. пластиков здесь мы не касаемся. Это, собственно, и не пайка – в техпроцессе отсутствуют обязательные компоненты спаечных работ, припой и флюс. Технологически пайка пластиков ближе к низкотемпературной контактной сварке. То же касается холодной пайки – соединению деталей токопроводящим клеем.
Пайка металлов припоем – довольно сложный физико-химический процесс, но в работе он сводится к достаточно простым приемам и операциям. Чтобы правильно паять, не блуждая в дебрях теории, правила производства спаечных работ нужно соблюдать в точности. Особенно это касается выбора метода пайки, припоя и флюса в зависимости от вида соединяемых деталей и требований к паяному стыку. Описанию этих и других подробностей, без которых прочный спай не получится, и посвящена основная часть излагаемого материала.
Примечание: если вам хочется побыстрее чего-нибудь спаять, то можно посмотреть обстоятельный видео-урок по основам пайки для начинающих ниже. Но учтите, дальнейшего в тексте он не заменит. В спаечных работах далеко не всегда действует правило – «делай так, получится так». И в налаженном производстве, бывает, приходится ломать голову – а что делать, если получается не так? Или, что нужно сделать, чтобы получилось все-таки так, если нет того, чем полагается делать так.
Видео: как научиться паять — урок для начинающих
Что такое пайка?
Пайка своими руками в домашних условиях сводится к следующим технологическим операциям:
- Паяемые поверхности очищают от загрязнений, коррозионных корок и т.п.
- Зачищают до блеска, т.е. до отсутствия видимых следов окислов;
- Покрывают флюсом – веществом, удаляющим остатки окисла и не допускающим окисления поверхностей в дальнейшем процессе. Для флюсовки под лужение предпочтительно использовать не жидкие или твердые флюсы, а флюс-пасты;
- Затем поверхности лудят – наносят на них расплавленный припой (специально предназначенный для пайки сплав), он при этом растекается тонкой пленкой и химически соединяется с основным металлом;
- Детали предварительно соединяют механически: скруткой, сжатием пинцетом, пассатижами, в тисках, струбциной и пр.
- Наносят еще флюс, чтобы не допустить окисления припоя под нагревом;
- Наносят с прогревом еще припой (возможно, уже другой) до получения спая заданного качества;
- Если пайка велась паяльником с луженым жалом (см. ниже), по ее окончании его очищают и покрывают неактивным флюсом. Чтобы пайки были качественными, обычный паяльник должен храниться с зафлюсованным жалом!
Далее мы рассмотрим подробнее операции ключевые, на которые следует обратить особое внимание, чтобы научиться паять как следует.
Необходимое отступление
В комментариях на тему пайки широко дискутируется тема: как правильно – залудить или облудить? По правилам русского технического языка – залудить, как и в других словоформах от «лудить»; блуд тут ни при чем. Но лучше, по возможности, обходиться вовсе без приставок, т.к. в корнях словоформ «д» часто меняется на «ж» (лужение) и тогда возможна паразитная ассоциация с лужей. Залуживать это что – в лужу макать? Надо – лудить. «Спаивать» вместо «паять» недопустимо однозначно, т.к. у этих слов совершенно различные значения. Также как и «припай» вместо «припой». Припай – это полоса берегового льда, образующаяся при замерзании водоемов. А спайка – нежелательное последствие хирургической операции. Место соединения деталей пайкой это спай.
Примечание: в северных диалектах русского есть еще луды – подводные каменные гряды – и даже рыба сиг-лудога, которая там водится. Но в каноническом русском луды мелькают крайне редко, так что их можно не принимать во внимание.
Зачистка
Зачистка после очистки – первая каверзная операция пайки. Использование для нее абразивов недопустимо! Их мельчайшие частички, въевшиеся в металл, полностью удалить невозможно. Впоследствии они становятся очагами процессов, разрушающих спай.
Зачищают поверхности под пайку надфилем, напильником, шаберным инструментом (разные виды скребков) или просто ножом. Но лучше всего, особенно если готовятся для пайки токоведущие провода, сразу покрыть их активированным флюсом (см. далее), а после пайки тщательно удалить его остатки. Это удобно делать зубной щеткой, смоченной спиртом.
Чем и как лудить/паять?
Для следующих операций понадобится уже специальный электронагревательный инструмент: паяльник, футорка или паяльная горелка. Паять в домашних условиях чаще всего приходится электропаяльником с медным луженым жалом. Его устройство показано на поз. 1 рис. «Для полного счастья» спайщика-любителя нужны стержневые паяльники на 16-20 Вт для микросхем и печатных плат, поз. 2а, 40-50 Вт (поз. 2б), для электропроводов и навесного монтажа компонент радиоэлектроники, и 80-150 Вт (поз. 2в), для сборки небольших металлоконструкций пайкой.

Устройство и разновидности электропаяльников с медным луженым жалом
Если не предполагается работ с микрочипами (телефоны, планшеты, компьютеры) и пайки стали толщиной более 0,5-0,6 мм, можно обойтись комплектом из паяльников на 25 Вт (поз. 3а) и 60-65 Вт, поз. 3 б. Вдруг возникнет необходимость паять металлопрофили с толщиной стенок до 3-4 мм и/или толстый стальной лист, потребуется радиаторный паяльник-«топор» на 300-400 Вт, поз. 4.
Жала паяльников малой мощности (поз. 2а, 2б, 3а, 3б) изначально не прокованы и потому довольно быстро окисляются (подгорают). Чтобы повысить их стойкость, а заодно и отформовать нужным образом, вынутый из паяльника стержень проковывают слесарным молотком на наковальне настольных тисков. «Ширкать» его надфилем после этого нет нужды, да и не надо, чтобы не стереть наружный уплотненный слой меди. После проковки жало сразу же покрывают активированным флюсом.
Теперь понадобится твердая канифоль и мягкий, достаточно тугоплавкий припой (см. далее): ПОС-10, ПОС-30 или ПОС-40. Стержень паяльника вставляют на место, фиксируют, если есть винт-фиксатор, и включают паяльник в сеть. По мере выкипания флюса при прогреве жало погружают в канифоль, чтобы не оголялось. Когда канифоль вокруг жала начнет пузыриться, его натирают палочкой припоя до получения на всей поверхности жала ровной плотной полуды. Нитевидный припой на катушке в данном случае не совсем хорош, он для пайки мелких деталей.Пока мы готовили паяльник, флюс на паечных поверхностях сделал свое дело: под его слоем они чистые, можно лудить. Здесь критическим пунктом будет толщина деталей:
- Менее 1/8 диаметра стержня паяльника – прогреются насквозь до температуры плавления припоя менее чем за 7 с. Флюс не успеет выкипеть.
- Более 1/6 той же величины – прогреются более чем за 10 с, флюс выкипит, детали оголятся и окислятся.
- 1/8-1/6 диаметра стержня – нужно, чаще всего основываясь на собственном опыте, лудить легкоплавким припоем под высококипящим флюсом. Или воспользоваться паяльником помощнее.
В первом случае на жало набирают каплю припоя, переносят на паяемую поверхность, и, если:
- Провод тонкий – легко, без нажима, двигают по оголенному концу жалом с одной и затем с противоположной стороны, пока припой не растечется. Провод держат кончиком вниз. Стекшую туда каплю излишка припоя снимают паяльником.
- Провод толстый – жало двигают по спирали взад-вперед.
- Плоская тонкая длинная деталь – припой наносят на конец и двигают жало вдоль. Когда за жалом покажутся незалуженные края детали, наносят на недолуженный участок еще флюса, набирают другую каплю припоя и продолжают лужение.
- Длинная более широкая деталь – то же, что и в пред. случае, но жало ведут змейкой.
- Широкая деталь – жало двигают по спирали от центра в краям.
Для лужения толстых деталей берут ниточный припой с флюсом, т. наз. гарпиус: это тонкая гибкая трубочка из фольги припоя, в просвете которой порошкообразная канифоль. Лужение начинают с края длинных или с середины широких деталей. Конец гарпиуса прикладывают к месту начала лужения, греют паяльником, пока не растечется. Движения жалом – такие же, как в пред. случаях. Припой подают под жало по мере расходования. Дать на жало – он к нему будет липнуть, пока не образуется большая капля, которая стечет куда не надо.
Особенности пайки проводов
В предварительном соединении паяемых деталей больше всего проблем возникает с проводами: их для этого приходится трогать руками, отчего поверхность металла загрязняется, и спаям проводов чаще прочих паяных соединений приходится выдерживать механические нагрузки.
Скрутки проводов
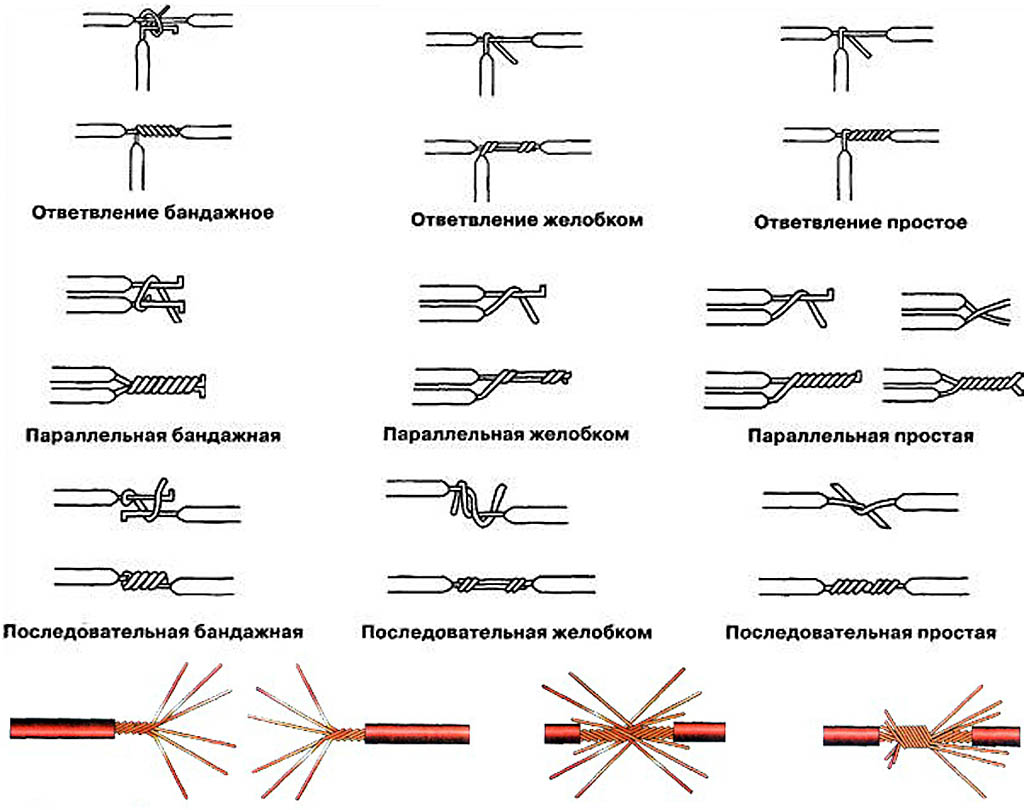
Прежде чем паять провода, их нужно правильно скрутить. Основные виды скруток проводов для пайки показаны на рис. У каждого из них свое предназначение:
- Бандажными скрутками соединяют жесткие (толстые одножильные) токоведущие провода, т.е. по которым передается электрическая мощность. Особенно – провода наружныее. Бандажное соединение обеспечивает достаточный электрический контакт даже при непропае или перегреве окислившегося спая.
- Желобковые скрутки делают на проводах в легкоплавкой изоляции (простой ПВХ, полиэтилен), когда необходимо полное растекание припоя при минимальном прогреве. Греют желобковые скрутки только по желобку.
- Простыми скрутками можно соединять как одножильные, так и многожильные только что зачищенные от изоляции (блестящие) провода.
- Простая последовательная скрутка, т. наз. прямая британская, или просто британка, применима для соединения токоведущих проводов гибких кабелей сечением до 1,4 кв. мм, не испытывающих регулярных больших механических нагрузок, напр. электрических удлинителей или времянок.
Электрические провода, испытывающие регулярные и/или постоянные механические нагрузки, должны быть обязательно многожильными. Скручивают их, как показано внизу на рис: концы разметливают, «метлы» вдвигают друг в друга и скручивают по-британски. Паяют легкоплавким припоем повышенной прочности, напр. ПОСК-50 (см. ниже) с активированным флюсом, не требующим удаления остатков, также см. ниже.
Параллельные (тупиковые) скрутки проводов сечением свыше 0,7 кв. мм желательно паять погружением в расплавленный припой, см. далее. В противном случае придется греть или долго, или слишком мощным паяльником, отчего изоляция ползет, а флюс преждевременно выкипает.
Примечание: одножильные луженые провода – выводы деталей радиоэлектроники – допустимо паять встык или с набросом крючком, см. рис. справа.
Что паяемо, но не паяется
Не предназначены для соединения пайкой гибкие коаксиальные кабели и кабели для компьютерных сетей типа витая пара («витуха»). Опытный кабельщик, имеющий полное представление об электродинамике линий передачи сигнала, в исключительных случаях сделать муфту на них может. Но при выполнении дилетантом, пусть он в остальном квалифицированный электронщик и монтажник, пропускная способность и помехозащищенности линии упадут ниже допустимого, вплоть до полной потери.
Как чистить и консервировать жало
Жало паяльника очищают от остатков припоя, потирая о мягкую пористую или волокнистую подкладку. Чаще всего используется поролон, но это вариант не из лучших: он подгорает и налипает на жало. Лучший материал для его чистки – натуральный войлок или базальтовый картон. Но еще лучше – 2-ступенчатая чистка, сначала о губку-путанку из металлической ленты, а затем уж о войлок. После чистки паяльник выключают, вводят еще горячее жало в твердую канифоль и ждут, пока она не перестанет пузыриться. Тогда жало вынимают и держат вниз концом, чтобы стекли излишки канифоли. По полном его остывании паяльник можно отправлять на хранение.
Припои и флюсы
Теперь пришло время точно подобрать рабочий припой и флюс к нему, т.к. пайка, в отличие от полуды, должна не только крепко сцепляться с основным металлом, но и сама быть прочной. Сводка сведений о припоях и флюсах широкого применения из старого справочника дана на рис. Применительно к нынешнему времени к ней остается добавить не так уж много.
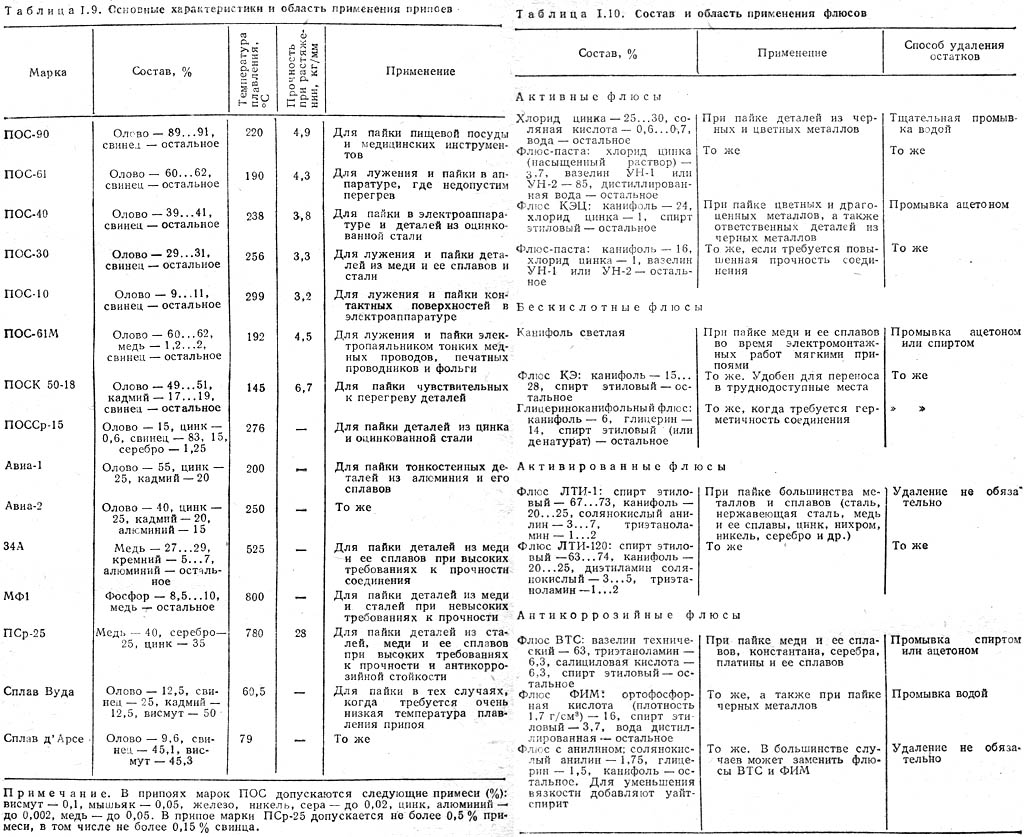
Характеристики припоев и флюсов широкого применения
Припои
Припои от ПОС-90 до Авиа-2 – мягкие для низкотемпературной пайки. Гарантированно обеспечивают только электрический контакт. ПОС-30 и ПОС-40 паяют медь, латунь, бронзу с неактивными флюсами, а их же со сталью и сталь со сталью – с активными. ПОССр-15 можно паять оцинковку с неактивными флюсами; другие припои при этом разъедают цинк до стали и пайка скоро отваливается.
34А, МФ-1 и ПСр-25 припои твердые, для высокотемпературной пайки. Припоем 34А можно паять алюминий в пламени (см. далее, о пайке алюминия) со специальными флюсами, см. там же. Припоем МФ1 припаивают медь к стали с активированным флюсом. «Невысокие требования к прочности» в данном случае значит, что прочность спая ближе к прочности меди, чем стали. ПСр-25 при пайке сухим паяльником (см. далее) пригоден для пайки ювелирных изделий, витражей тиффани и т.п.
Флюсы

Паяльные флюсы делятся на нейтральные (неактивные, бескислотные), химически с основным металлом не взаимодействующие или взаимодействующие в ничтожной степени, активированные, химически действующие на основной металл при нагреве, и активные (кислотные), действующие на него и холодными. В отношении флюсов наш век принес больше всего нововведений; большей частью все же хороших, но начнем с неприятных.
Первое – технически чистого ацетона для промывки паек в широкой продаже больше нет вследствие того, что он используется в подпольном производстве наркотиков и сам обладает наркотическим действием. Заменители технического ацетона – растворители 646 и 647.
Второе – хлористый цинк в активированных флюс-пастах часто заменяют тераборнокислым натрием – бурой. Соляная кислота – высокотоксичное химически агрессивное летучее вещество; хлорид цинка также токсичен, а при нагреве сублимирует, т.е. улетучивается не плавясь. Бура безопасна, но при нагреве выделяет большое количество кристаллизационной воды, что немного ухудшает качество пайки.
Примечание: бура сама по себе паяльный флюс для пайки погружением в расплавленный припой, см. далее.
Хорошая новость – теперь в продаже есть широчайший ассортимент флюсов на все случаи паяльной жизни. Для обычных спаечных работ вам понадобятся (см. рис.) недорогие СКФ (спиртоканифольный, бывший КЭ, второй в списке бескислотных флюсов в табл. I.10 на рис. выше) и паяльная (травленая) кислота, это первый в списке кислотный флюс. СКФ пригоден для пайки меди и ее сплавов, а паяльная кислота – для стали.
Пайки от СКФ нужно обязательно промывать: в состав канифоли входит янтарная кислота, при длительном контакте разрушающая металл. Кроме того, случайно пролитый СКФ мгновенно растекается по большой площади и превращается в очень долго сохнущую чрезвычайно липкую гадость, пятна от которой ничем не сводятся ни с одежды, ни с мебели, ни с пола со стенами. В общем СКФ для пайки хороший флюс, но не для ротозеев с растяпами.
Полноценный заменитель СКФ, но не такой противный при небрежном обращении – флюс ТАГС. Стальные детали более массивные, чем допустимо для пайки паяльной кислотой, и более прочно, паяют флюсом Ф38. Универсальным флюсом можно паять практически любые металлы в любых сочетаниях, в т.ч. алюминий, но прочность спая с ним не нормируется. К пайке алюминия мы еще вернемся.
Примечание: радиолюбители, имейте в виду – сейчас есть в продаже флюсы для пайки эмалированных проводов без зачистки!
Другие виды пайки
Любители мастерить также часто паяют сухим паяльником с бронзовым нелуженым жалом, т. наз. паяльным карандашом, поз. 1 на рис. Он хорош там, где недопустимо растекание припоя вне зоны пайки: в ювелирных изделиях, витражах, паяных предметах прикладного искусства. Иногда всухую паяют и микрочипы, монтируемые на поверхность, с шагом расположения выводов 1,25 или 0,625 мм, но это дело рискованное и для опытных специалистов: плохой тепловой контакт требует избыточной мощности паяльника и длительного нагрева, а обеспечить стабильность прогрева при ручной пайке невозможно. Для сухой пайки применяют гарпиус из ПОСК-40, 45 или 50 и флюс-пасты, не требующие удаления остатков.

Прочие виды пайки, осуществимые дома
Тупиковые скрутки толстых проводов (см. выше) паяют погружением в футорку – ванночку с расплавленным припоем. Когда-то футорку грели паяльной лампой (поз. 2а), но ныне это дикость первобытная: электрофуторка, или паяльная ванна (поз. 2) дешевле, безопаснее и дает лучшее качество пайки. Скрутку в футорку вводят сквозь слой кипящего флюса, подаваемого на припой после его расплавления и прогрева до рабочей температуры. Простейший флюс в данном случае – порошок канифоли, но она скоро выкипает и еще быстрее пригорает. Лучше флюсовать футорку бурой, а если паяльная ванна используется для оцинковки мелких деталей, то это единственно возможный вариант. В таком случае максимальная температура футорки должна быть не ниже 500 градусов Цельсия, т.к. цинк плавится при 440.
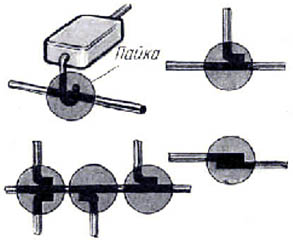
Наконец, массивную медь в изделиях, напр. трубы, паяют высокотемпературной пайкой в пламени. В нем всегда есть несгоревшие частицы, жадно поглощающие кислород, поэтому пламя обладает, как говорят химики, восстановительными свойствами: снимает остаточный окисел и не дает образоваться новому. На поз. 3 видно, как пламя специальной паяльной горелки буквально выдувает все ненужное из зоны пайки.
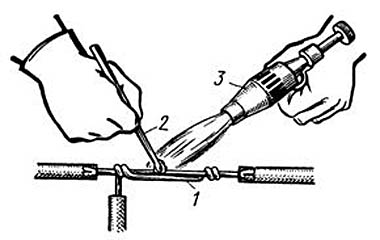
Ручная высокотемпературная пайка в пламени
Высокотемпературную пайку ведут, см. рис. справа, равномерно потирая с нажимом зону пайки 1 палочкой твердого припоя 2. Пламя горелки 3 должно следовать за припоем, чтобы горячее пятно не оказалось на воздухе. Предварительно зону пайки греют, пока не пойдут цвета побежалости. К луженой твердым припоем поверхности можно припаять что-то еще припоем мягким как обычно. Подробнее о пайке в пламени см. далее, когда дело дойдет до труб.
Курьезно, но в некоторых источниках паяльную горелку обзывают паяльной станцией. Ну, рерайт есть рерайт, что с него возьмешь. На самом деле настольная паяльная станция (см. след. рис.) – оборудование для тонких паяльных работ: с микрочипами и др., где недопустим перегрев, растекание припоя куда не надо и пр. огрехи. Паяльная станция точно поддерживает заданную температуру в зоне пайки, и, если станция газовая, то контролирует подачу туда газа. В таком случае горелка входит в ее комплект, но сама по себе паяльная горелка паяльная станция не более, чем каменоломня – собор Василия Блаженного.

Настольные паяльные станции
Как паять алюминий

Флюсы для пайки алюминия
Благодаря современным флюсам паять алюминий стало в общем не сложнее, чем медь. Для низкотемпературной его пайки предназначен флюс Ф-61А, см. рис. Припой – любой аналог припоев Авиа; в продаже есть разные. Единственно что – стержень в паяльник лучше вставить бронзовый луженый с насечками на жале примерно как у напильника. Он под слоем флюса легко соскоблит прочную пленку окисла, которая и не дает алюминию паяться просто так.
Для высокотемпературной пайки алюминия припоем 34А предназначен флюс Ф-34А. Однако греть зону пайки пламенем нужно очень осторожно: температура плавления самого алюминия всего 660 Цельсия. Поэтому высокотемпературную пайку алюминия лучше применять беспламенную камерную (пайка с печным подогревом), но оборудование для нее стоит дорого.
Омеднение алюминия для пайки
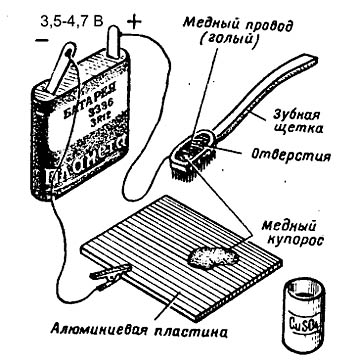
Есть еще «пионерский» способ пайки алюминия с предварительным омеднением. Он пригоден, когда требуется только электрический контакт, а механические напряжения в зоне пайки исключены, напр., если нужно соединить алюминиевый кожух с общей шиной печатной платы. «По-пионерски» пайка алюминия осуществляется на установке, показанной на рис. слева. Порошок медного купороса насыпают горкой в зону пайки. Зубную щетку пожестче, обмотанную голым медным проводом, окунают в дистиллированную воду и растирают ею с нажимом купорос. Когда на алюминии появится медное пятно, его лудят и паяют как обычно.
Мелкая пайка
В пайке печатных плат есть свои особенности. Как паять детали на печатные платы, в целом см. небольшой мастер-класс в рисунках. Лужение проводов отпадает, т.к. выводы радиокомпонент и чипов уже луженые.
В любительских условиях, во-первых, нет особого смысла лудить все токоведущие дорожки, если устройство работает на частотах до 40-50 МГц. В промышленном производстве платы лудят низкотемпературными способами, напр. напылением или гальваническим. Прогрев дорожек паяльником по всей длине ухудшит их сцепление с основой и увеличит вероятность отслоения. После монтажа компонент плату лучше покрыть лаком. Медь от этого сразу потемнеет, но на работоспособность устройства это никак не повлияет, если только речь не идет об СВЧ.
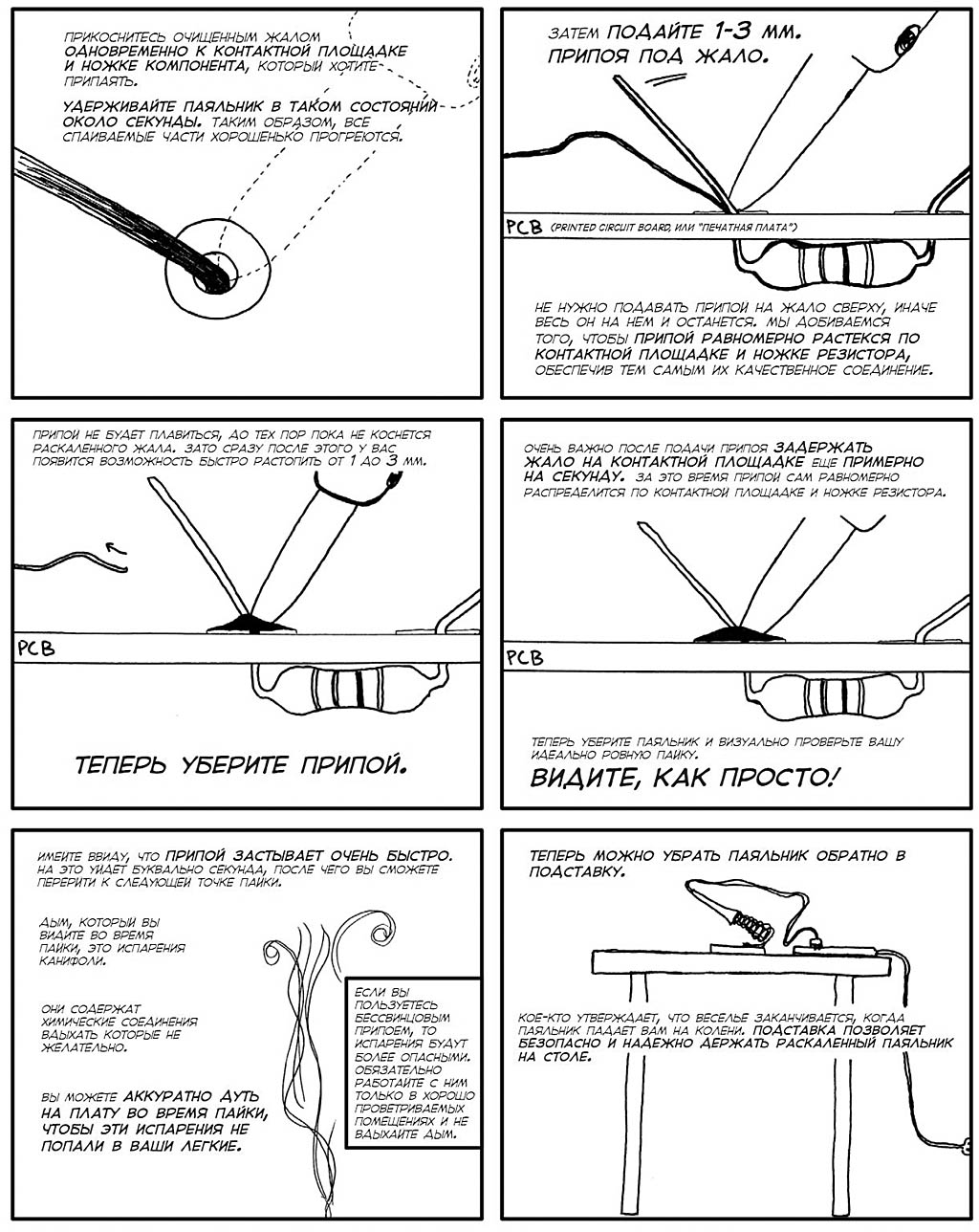
Пайка радиоэлектронных компонент на печатную плату
Затем, взгляните на нечто безобразное слева на след. рис. За такой брак и в недоброй памяти советском МЭПе (министерстве электронной промышленности) монтажников разжаловали в грузчики или подсобники. Дело даже не во внешнем виде или перерасходе дорогого припоя, а, во-первых, в том, что за время остывания этих блямб перегрелись и монтажные площадки, и детали. А большие тяжелые наплывы припоя – довольно инертные для уже ослабленных дорожек грузики. Радиолюбителям хорошо знаком эффект: спихнул нечаянно плату-«каракатицу» на пол – 1-2 или более дорожек отслоились. Не дожидаясь и первой перепайки.
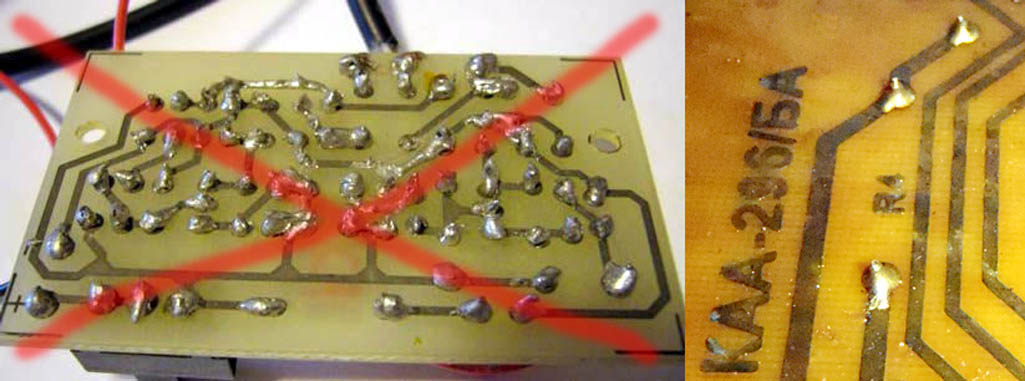
Неправильно и правильно распаянные печатные платы
Паечные наплывы на печатных платах должны быть округлыми гладкими высотой не более 0,7 диаметра монтажной площадки, см. справа на рис. Кончики выводов должны немного выступать из наплывов. Кстати, плата полностью самодельная. Есть способ в домашних условиях сделать печатный монтаж таким же точным и четким, как фабричный, да еще и вывести там надписи, какие хочется. Белые пятнышки – блики от лака при фотосъемке.
Наплывы вогнутые и тем более сморщенные – тоже брак. Просто вогнутый наплыв значит, что припоя недостаточно, а морщинистый, кроме того, что в пайку проник воздух. Если собранное устройство не работает и есть подозрение на непропай, смотрите в первую очередь такие места.
ИМС и чипы
По сути интегральная микросхема (ИМС) и чип одно и тоже, но для ясности, как в общем и принято в технике, микросхемами-«микрухами» оставим ИМС в DIP-корпусах, до больших по степени интеграции включительно, с выводами через 2,5 мм, устанавливаемые в монтажные отверстия или паечные пистоны, если плата многослойная. Чипами пусть будут сверхбольшие ИМС-«миллионники», монтируемые на поверхность, с шагом выводов 1,25 мм и меньшим, а микрочипами – миниатюрные ИМС в таких же корпусах для телефонов, планшетов, ноутбуков. Процессоры и прочих «камни» с жесткими многорядными штыревыми выводами не трогаем: они не паяются, а устанавливаются в специальные панельки, которые запаиваются в плату однократно при ее сборке на предприятии.
Заземление паяльника
Современные КМОП (CMOS) ИМС по чувствительности к статическому электричеству такие же, как ТТЛ и ТТЛШ, держат без повреждения потенциал в 150 В в течение 100 мс. Амплитудное значение действующего напряжения сети 220 В – 310 В (220х1,414). Отсюда вывод: паяльник нужен низковольтный, на напряжение 12-42В, включенный через понижающий трансформатор на железе, не через импульсник или емкостный балласт! Тогда даже прямой пробой на жало не испортит дорогущие чипы.
Остаются еще случайные, и тем более опасные, выбросы сетевого напряжения: сварку рядом включили, бросок сети был, проводка заискрила и т.п. Самый надежный способ уберечься от них – не отводить «бродячие» потенциалы с жала паяльника, а не пускать из туда. Для этого еще на спецпредприятиях СССР применялась схема включения паяльников, показанная на рис.:
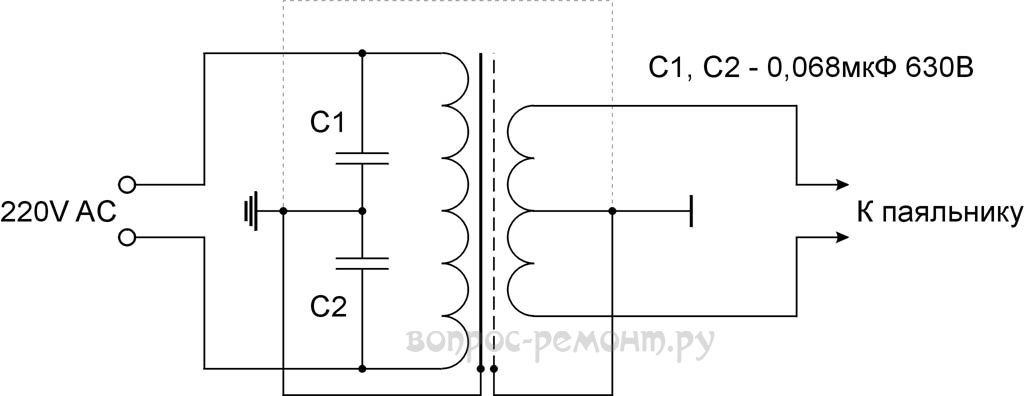
Схема заземления низковольтного электропаяльника
Точка соединения C1 C2 и сердечник трансформатора подключаются непосредственно к контуру защитного заземления, а к средней точке вторичной обмотки – экранная обмотка (незамкнутый виток медной фольги) и заземлители рабочих мест. К контуру эта точка подключается отдельным проводом. При достаточной мощности трансформатора к нему можно подключать сколько угодно паяльников, не заботясь о заземлении каждого в отдельности. В домашних условиях точки a и b соединяют с общей клеммой заземления отдельными проводами.
Микросхемы, пайка
Микросхемы в DIP-корпусах паяются как прочие радиоэлектронные компоненты. Паяльник – до 25 Вт. Припой – ПОС-61; флюс – ТАГС или спиртоканифоль. Смывать его остатки нужно ацетоном или его заменителями: спирт берет канифоль туго, и между ножками отмыть им полностью не удается ни кисточкой, ни ветошью.
Что до чипов и тем более микрочипов, то паять их вручную настоятельно не рекомендуется специалистам любого уровня: это лотерея в весьма проблематичным выигрышем и весьма вероятным проигрышем. Если уж у вас дело дойдет до таких тонкостей как ремонт телефонов и планшетов, то придется раскошелиться на паяльную станцию. Пользоваться ею не намного сложнее, чем ручным паяльником, см. видео ниже, а цены вполне приличных паяльных станций ныне доступны.
Видео: уроки пайки микросхем
Микросхемы, выпайка
«По-правильному», ИМС для проверки при ремонте не выпаиваются. Их диагностика производится на месте специальными тестерами и методами и негодная удаляется раз и навсегда. Но любители не всегда могут себе это позволить, поэтому на всякий случай ниже даем ролик о методах выпайки ИМС в DIP-корпусах. Чипы с микрочипами умельцы тоже исхитряются выпаивать, напр., подсовывая под ряд выводов нихромовую проволочку и грея сухим паяльников, но это лотерея еще менее выигрышная, чем ручной монтаж больших и сверхбольших ИМС.
Видео: выпайка микросхем — 3 способа
Как паять трубы
Медные трубы паяют высокотемпературным способом любым твердым припоем для меди с активированной флюс-пастой, не требующей удаления остатков. Далее возможны 3 варианта:
- В медных (латунных, бронзовых) соединительных муфтах – паяльных фитингах.
- С полной раздачей.
- С неполными раздачей и сжатием.
Пайка медных труб в фитингах надежнее прочих, но требует значительных дополнительных расходов на муфты. Единственный случай, когда она незаменима – устройство отвода; тогда используется фитинг-тройник. Обе паяемые поверхности заранее не лудят, но покрывают флюсом. Затем трубу вводят в фитинг, надежно фиксируют и пропаивают стык. Пайка считается законченной, когда припой перестанет уходить в зазор между трубой и муфтой (нужен 0,5-1 мм) и выступит снаружи небольшим валиком. Фиксатор снимают не ранее чем через 3-5 мин по затвердевании припоя, когда стык уже можно держать рукой, иначе припой не наберет прочность и стык когда-то да потечет.
Как паяют трубы с полной раздачей, показано слева на рис. Давление «раздатая» пайка держит такое же, как и фитинговая, но требует доп. специнструмента для разворачивания раструба и повышенного расхода припоя. Фиксация впаиваемой трубы не обязательна, ее можно вдвинуть в раструб с проворотом, пока не заклинит намертво, поэтому пайку с полной раздачей часто делают в неудобных для установки фиксатора местах.
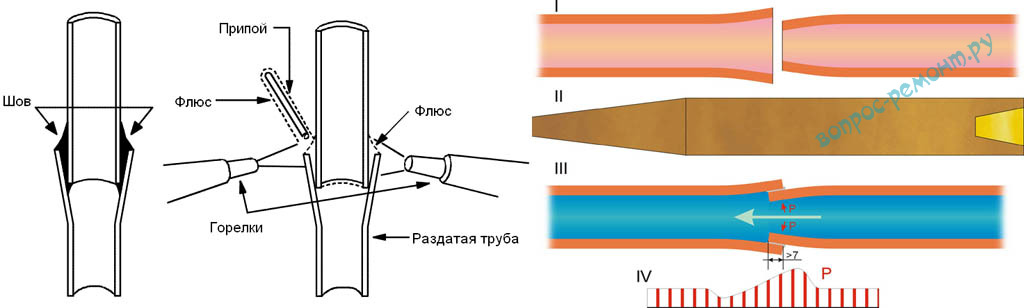
Пайка медных труб
В домашней разводке из тонкостенных труб малого диаметра, где давление уже небольшое, а его потери несущественны, целесообразной может оказаться пайка с неполной раздачей одной трубы и сужением другой, поз. I справа на рис. Для подготовки труб достаточно круглой палки из твердого дерева с коническим острием в 10-12 градусов с одной стороны и усеченно-конической лункой в 15-20 градусов с другой, поз II. Концы труб обрабатывают, пока они без заклинивания не войдут друг в друга прим. на 10-12 мм. Лудят поверхности заранее, наносят на луженые еще флюса и соединяют до заклинивания. Затем греют до плавления припоя и подпирают зауженную трубу, пока ее не заклинит. Расход припоя выходит минимальным.
Важнейшее условие надежности такого стыка – сужение должно быть ориентировано по току воды, поз. III. Школьный закон Бернулли – обобщение для идеальной жидкости в широкой трубе, а у реальной жидкости в узкой трубе за счет ее (жидкости) вязкости максимум скачка давления смещается противоположно току, поз. IV. Возникает составляющая силы давления, прижимающая зауженную трубу к раздатой, и пайка получается очень надежной.
Что еще?
Ах да, подставки для паяльников. Классическая, слева на рис., пригодна для любых стержневых. Где на ней быть ванночкам для припоя и канифоли – дело ваше, какой-либо регламентации нет. Для маломощных паяльников с фартуком пригодны упрощенные подставки-скобы, в центре.

Правильные и неправильная подставки для паяльников
Паяльные станции комплектуются преимущественно пружинными или трубчатыми ложементами-гнездами для паяльников. В них вся горячая часть инструмента недоступна для прикосновения, но и промазать паяльником мимо них, сосредоточившись на пайке мелкой «россыпи», вероятнее. Но чего уж точно не надо делать, и что прямо запрещено ТБ – это подставку из подручных материалов, в которой паяльник лежит на ванночках для расходных материалов, справа на рис.



